L’analisi FMECA e l’analisi FMEA sono entrambe metodologie utilizzate per valutare i rischi e le potenziali problematiche in vari contesti, come l’ingegneria, la produzione e la gestione della qualità. Ecco una breve spiegazione di entrambe:
- Analisi FMEA (Failure Mode and Effects Analysis): L’analisi FMEA è una tecnica sistematica utilizzata per identificare e valutare i modi in cui un sistema, un prodotto o un processo possono fallire (failure mode), e per determinare gli effetti di tali guasti sul sistema (effects). L’obiettivo è prevenire o mitigare i rischi e le conseguenze indesiderate. L’analisi FMEA coinvolge la valutazione di tre fattori principali: la gravità degli effetti, la probabilità di occorrenza del guasto e la capacità di rilevamento del guasto. Questa analisi attribuisce punteggi a ciascuno di questi fattori per calcolare un punteggio di rischio (RPN – Risk Priority Number) che aiuta a stabilire le priorità di azione.
- Analisi FMECA (Failure Mode, Effects, and Criticality Analysis): L’analisi FMECA è una versione avanzata dell’analisi FMEA che aggiunge un quarto fattore alla valutazione dei rischi: la criticità. La criticità è una misura dell’importanza di un guasto o di un effetto indesiderato sul sistema o sul processo. In altre parole, l’analisi FMECA tiene conto non solo della probabilità e della gravità del guasto, ma anche dell’importanza del guasto per il sistema nel suo complesso. Questo approccio aiuta a identificare i guasti che potrebbero avere un impatto significativo sul sistema e a concentrare gli sforzi di mitigazione su di essi.
Entrambe queste analisi sono ampiamente utilizzate nell’ambito dell’ingegneria, dell’industria manifatturiera e in altri settori in cui la gestione dei rischi è fondamentale per garantire la qualità e la sicurezza dei prodotti e dei processi.
Vediamo in particolare come si può applicare un’analisi FMEA
L’analisi FMEA (Failure Modes, Effects, Analysis), in italiano, “Analisi delle Modalità di Guasto, degli Effetti “, è una metodologia utilizzata per valutare i potenziali guasti, gli effetti associati e la loro criticità in sistemi complessi, come macchine, impianti industriali, veicoli, ecc.
In pratica, l’analisi FMEA aiuta a identificare i modi in cui un sistema può fallire, valutare gli effetti di questi guasti e determinare quanto siano critici in termini di sicurezza, affidabilità e prestazioni complessive. Questa analisi è spesso utilizzata in settori ad alto rischio, come l’industria aerospaziale, automobilistica, energetica e militare, per prevenire guasti e migliorare la progettazione e la manutenzione dei sistemi.
In Italia fu utilizzata per la prima volta dal gruppo Fiat Auto nel 1985.
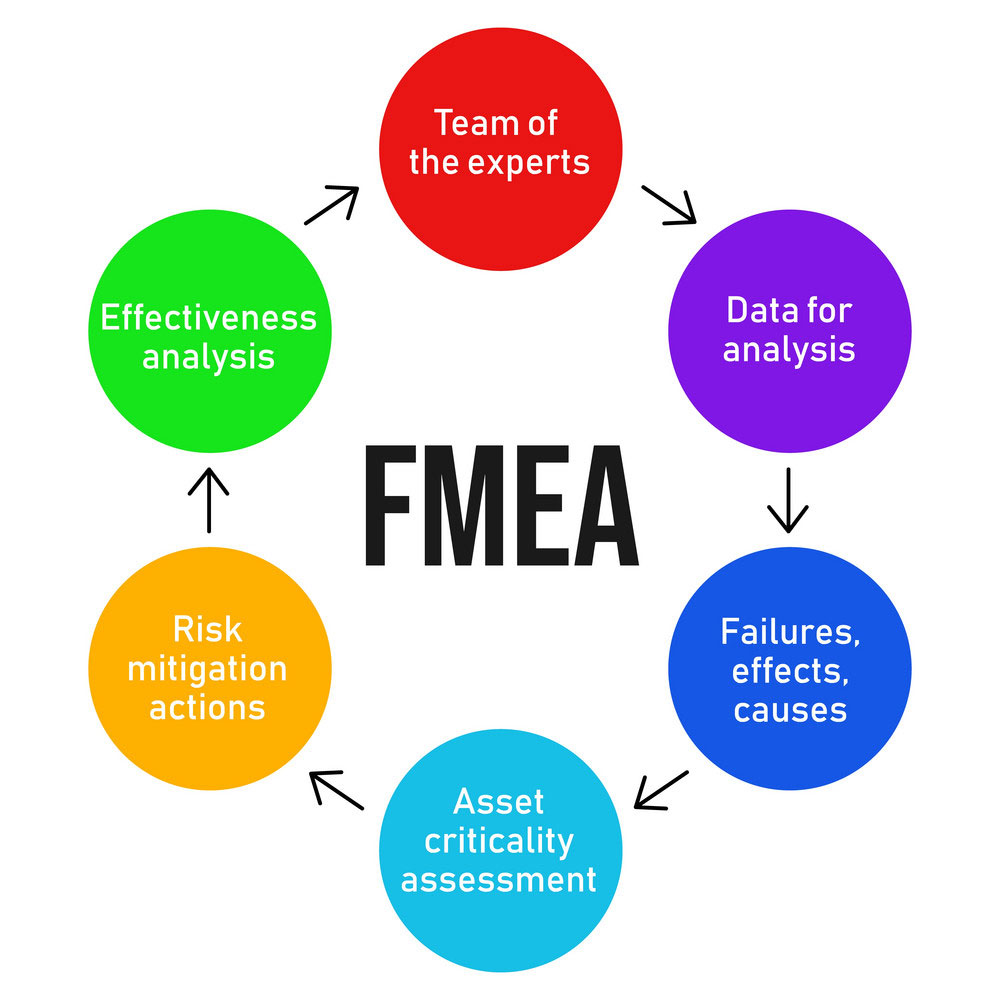
La FMEA si fonda su due principi fondamentali:
- Scomposizione gerarchica dell’entità in sottogruppi a complessità decrescente, fino ad arrivare al livello di dettaglio voluto (eventualmente fino ai componenti elementari)
- Esecuzione dell’analisi di affidabilità ad ogni livello, cioè la determinazione di modo, causa, meccanismo ed effetto del guasto a quel livello, valutando in modo opportuno la criticità dell’entità in esame
La scomposizione dell’entità viene effettuata a partire dall’entità complessiva (esempio: macchina utensile), per arrivare fino al livello di dettaglio desiderato. Potenzialmente, si può arrivare fino al livello del singolo componente.
La scomposizione dell’entità può essere fatta basandosi su due criteri.
- Il primo è quello della scomposizione in base al rischio associato ai guasti delle entità critiche
- Il secondo è quello della scomposizione guidata dai compiti di supporto logistico della manutenzione
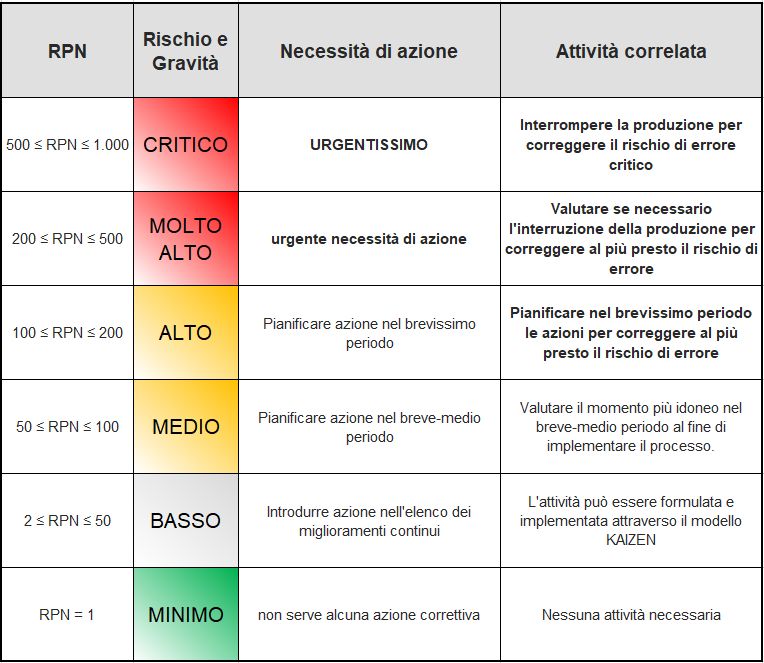
Dopo la scomposizione, viene effettuata un’analisi delle criticità, che ha come scopo la quantificazione del rischio operativo di ciascun modo di guasto. Per fare ciò, si assegna un “indice di criticità”, che può essere calcolato con diverse modalità. Una delle modalità per definire questo indice è il RISK PRIORITY NUMBER, che è un numero che va da 1 a 1000 e viene calcolato con la seguente formula:
RPN = O x S x D
Dove:
- O = Occurrence, cioè la probabilità di accadimento stimata per il guasto, più è alta e più è probabile che il guasto si verifichi. Ad esempio, O = 1 indica che il guasto avviene con una frequenza inferiore a uno ogni 25000 ore, mentre O = 10 significa che avviene un guasto ogni ora
- S = Severity, cioè la gravità degli effetti del guasto, più è alta e più il guasto è severo. Ad esempio, S = 1 indica che il processo di produzione mantiene i propri parametri nei limiti e quindi non viene inficiata la qualità del prodotto, mentre S = 10 indica che il guasto rende l’entità inutilizzabile creando un rischio per gli operatori e potenzialmente anche un rischio ambientale
- D = Detectability, cioè la facilità con cui il guasto può essere rilevato in anticipo, più è alta e più è difficile notare il guasto. Ad esempio, D = 1 indica che il guasto verrà sicuramente rilevato e che quindi i controlli del macchinario non sono necessari, mentre D = 10 indica che è impossibile rilevare il guasto
Una volta scelta la scala per i 3 fattori, essa viene usata per calcolare l’indice di rischio RPN per ciascun guasto dell’entità. Fatto il calcolo si procede all’ordinamento dei diversi guasti per indice di rischio RPN decrescente. È quindi importante individuare quali sono i guasti con l’RPN maggiore. Per fare ciò possono essere usate varie tecniche, ad esempio l’analisi di Pareto. Una volta individuati i modi di guasto più critici, si procederà all’individuazione e proposta degli interventi da mettere in opera nel piano di manutenzione. Invece, i modi di guasto a minor indice di rischio vengono riconsiderati solamente al termine dell’individuazione degli interventi di manutenzione richiesti per i modi di guasto a maggior rischio, per valutare la possibilità di pianificare manutenzioni opportunistiche.
L’ultima fase è quella che riguarda l’individuazione delle azioni correttive e pianificazione della manutenzione. In questa fase sono individuate le azioni correttive per prevenire o limitare una causa di guasto. Tra le azioni correttive che sono tipicamente sotto la responsabilità della manutenzione, sono da contemplare:
- Provvedimenti a carattere non periodico di manutenzione migliorativa (piccole modifiche di progetto di impianto)
- Le revisioni periodiche al piano di manutenzione corrente, con le relative modifiche a procedure ed interventi di manutenzione corrente
- Le modifiche alla gestione dei ricambi di manutenzione, come ad esempio, una modifica delle politiche di gestione delle scorte, o la scelta di rifornirsi con materiali di maggior qualità
Alla fine dell’analisi FMECA, tramite il procedimento rigoroso applicato e le tecniche di analisi sopra citate, si otterrà un piano che indichi chiaramente quali sono le parti più critiche dell’entità sotto esame, così da poter concentrare i propri sforzi per il miglioramento delle criticità relative a queste parti.
La FMECA è una tecnica ampiamente utilizzata per una definizione quantitativa delle criticità del tuo impianto di produzione.
Ma l’analisi FMECA è applicabile anche in impianti non produttivi?
Proviamo a scomporre gli impianti in categorie come:
- Cabine elettriche
- Centrali termiche
- Centrali frigorifere
- Centrali aria compressa
- Impianti antincendio
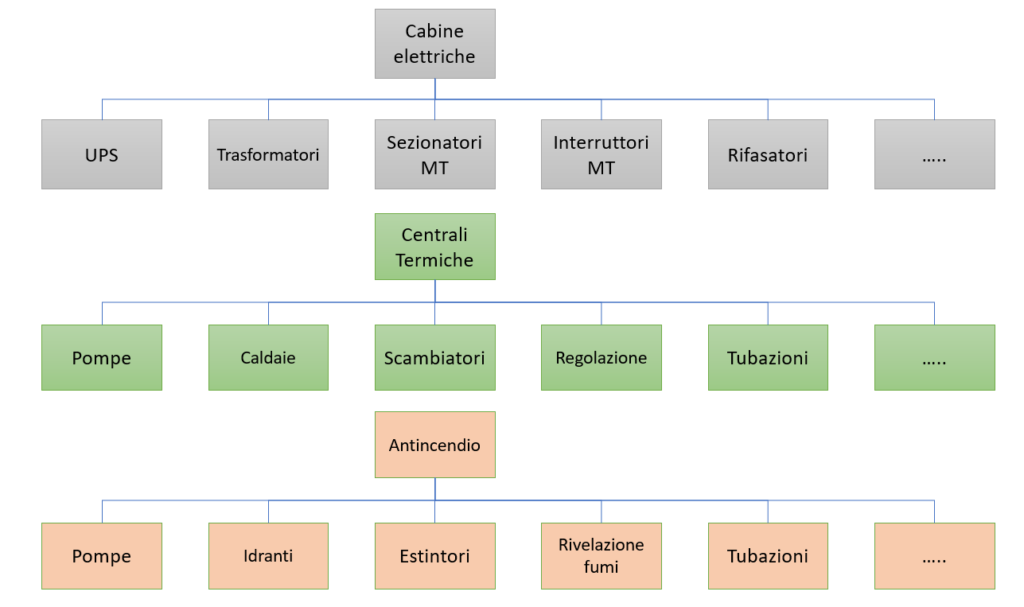
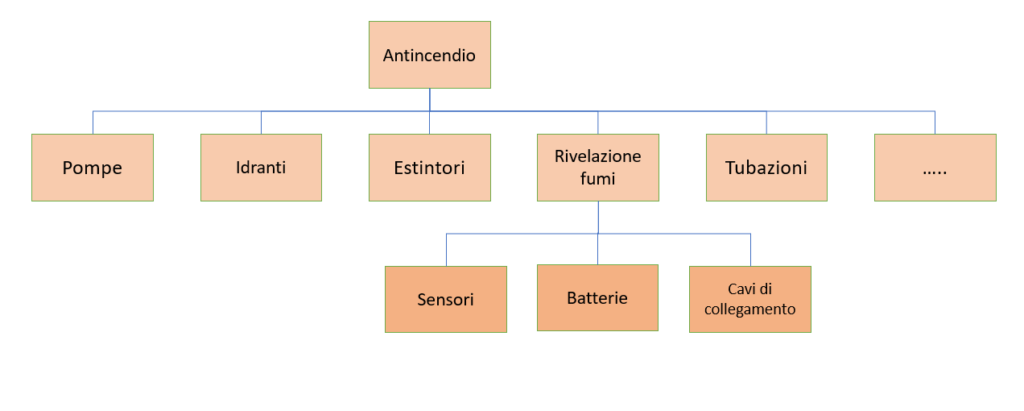
Volendo si può scendere ulteriormente nel dettaglio della scomposizione
A questo punto, applichiamo i valori
O – probabilità di accadimento di un guasto (1= poco 10= spesso)
S – la gravità degli effetti del guasto sull’impianto (1 = non grave 10 = grave)
D – facilità con cui il guasto può essere rilevato in anticipo (1 = rilevabile 10 = Non rilevabile) Considerate per questo punto anche le frequenze e le tipologie dei controlli manutentivi o i presidi oltre che ad una supervisione di monitoraggio e allarme.
Se volete fare un’analisi FMECA, aggiungete il fattore C
C – Criticità e importanza del guasto nel complesso totale (1 = poco critico 10 = molto critico). Considerate l’esempio di impianti antincendio dove un guasto potrebbe dover interrompere altre attività produttive per la mancanza di sicurezza del personale.
facciamo i dovuti calcoli e troviamo i valori RPN. (ovvio che inserendo il moltiplicatore C, nel caso di FMECA, la scala dell’RPN varia da 1 a 10.000)
Conoscendo gli RPN maggiori possiamo inoltre fare un po’ di cose come:
- Modificare e affinare il piano di manutenzione
- Proporre un piano degli investimenti al cliente
- Fare una scorta di ricambi critici
L’analisi FMEA (o FMECA) deve essere svolta dall’ingegnere di manutenzione collaborando con i tecnici e gli utilizzatori degli impianti perchè, per stabilire reali valori O-S-D, serve oggettività, conoscenza tecnica ed esperienza per non vanificare l’analisi.
0 commenti